
水處理公司")
萊特萊德脫硫廢水近零排放工藝開創廢水資源化新時代
在當今全球環境危機與能源轉型的關鍵時期,萊特萊德作為水處理行業的佼佼者,致力于以科技創新應對工業廢水處理挑戰。尤其在火力發電廠脫硫廢水處理方面,萊特萊德成功研發并應用了一套高度集成的近零排放處理系統,為實現廢水資源的循環利用與環境保護樹立了新的里程碑。
脫硫廢水處理的迫切需求
火力發電作為基礎能源供應的重要組成部分,其脫硫過程中產生的廢水含有大量硫酸鹽、亞硫酸鹽及重金屬等有害物質,對水體生態造成嚴重威脅。面對日益嚴格的環保法規與社會對可持續發展的期待,傳統處理技術的局限性——如處理效率低、能耗高及成本昂貴——亟待突破。
萊特萊德創新工藝詳解
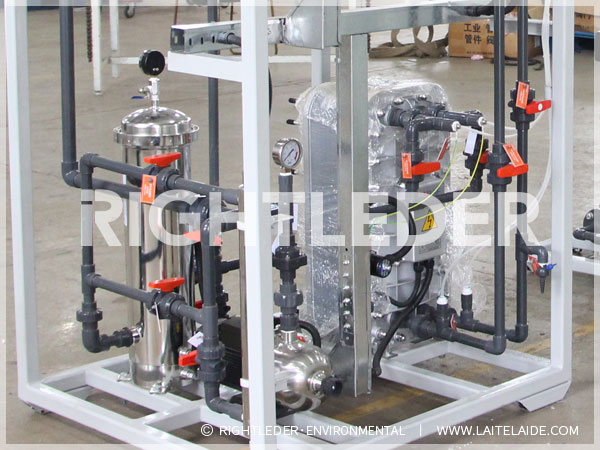
1.Wastout微波高效沉淀系統:通過微波預處理技術,加速懸浮物凝聚與沉降過程,有效去除廢水中的懸浮物及部分溶解性污染物,為后續深度處理奠定堅實基礎。
2.Neterfo極限分離系統:此系統是萊特萊德針對高含鹽、高COD及高硬度廢水特別設計的膜法深度處理方案,突破了傳統回用水系統50%回收率的局限,實現了高達90%以上的綜合回收率,大幅度提升了水資源的循環再利用率,降低了廢水排放總量。
3.MVR蒸發結晶系統:采用先進的機械蒸汽再壓縮技術,高效濃縮高鹽廢水并回收純凈水,同時將剩余濃縮液蒸發結晶成有價值的工業鹽,實現了廢水處理的資源化與零排放目標,大大節省了能源消耗與處理成本。

技術優勢與環境效益
1.高效能與低成本:該綜合工藝顯著提高了廢水處理效率,降低了長期運營成本,為企業創造了經濟價值。
2.環境友好:極大減少了廢水排放,減輕了對自然水體的污染,同時資源回收利用,促進了循環經濟的發展。
萊特萊德參與的某大型火電廠項目中,應用上述工藝后,脫硫廢水的排放量減少了90%, COD及氨氮等關鍵污染物指標下降超過95%,同時每年回收利用清水上百萬噸,大幅度減少了對新鮮水資源的依賴,展現了卓越的環境與經濟效益。
萊特萊德在脫硫廢水近零排放領域的探索與實踐,是其對綠色發展理念的堅定踐行,也是對構建人與自然和諧共生美好未來的積極貢獻。隨著這些創新技術的廣泛應用與持續優化,相信不久的將來,工業廢水處理將不再是對環境的負擔,而將成為資源循環利用的新起點。
轉載時請注明文章來源“萊特萊德”,否則視為侵權,感謝配合。
編輯:虞美人 技術:木子



公司新聞new
- 植物提取設備應用于蘋果多酚提取 讓食品保鮮
- 植物提取設備優勢盡顯,推動行業發展
- 植物多肽提取設備解鎖植物寶藏的神奇之匙
- 中水回用設備是水資源可持續利用的關鍵利器
- 中水回用設備開啟水資源循環利用新時代
- 超純水設備提升硅晶圓生產效率 實現半導體產業飛躍
- 植物多肽提取設備解鎖植物寶藏的神奇之匙
- 探究膜分離工藝在中藥口服液生產中的卓越貢獻
- 廢水零排放系統為化工行業發展注入新的動力
- 植物提取設備成為高效提取茶多酚的創新之路
工程業績new
- 某沿海城市的海水淡化項目案例分析
- 山東某精細化工廠高濃度有機廢水處理項目
- 高效除鐵錳過濾系統在海水淡化項目中的應用
- Aproclean系列智能高效過濾系統優勢介紹
- 某海島集裝箱海水淡化設備項目
- 內蒙古某火力電廠廢水近零排放項目
- 大連某印染公司中水回用項目
- 500m3/h中水回用及部分零排放系統
- 山西某燃煤電廠中水回用項目
- 青島某電廠安裝集裝箱海水淡化系統現場
 關于我們
關于我們 工程業績
工程業績 獲取方案
獲取方案 電話咨詢
電話咨詢 